
EdgeCAM 12 для профессионалов Процесс формирования обработки для модели “Палец” Часть II

Алексей Шпинев, инженер-конструктор ООО НПО “Рубикон-Инновация”
В предыдущем номере журнала мы рассмотрели некоторые нововведения 12-й версии системы EdgeCAM, а также построили заготовку для детали “Палец” и задали значения общих параметров. Теперь можно приступать к программированию токарной обработки.
Инструмент
Первым делом нам надо определиться с инструментом. Для этого на панели Main выберем окно Turning Tool (рис. 6). При задании инструмента необходимо указать: номер позиции (Position), форму режущей кромки (Symbol), угол наклона режущей части (Side Angle), радиус на торце инструмента (Nose Radius) и направление (Orientation). Обычно этого достаточно, но можно также задать графическое изображение инструмента (Tool Graphic) и державки (Holder Graphic), цвет траектории при визуализации (Color), длину (Length), ширину (Width) и высоту (Depth) инструмента и т.д. Удобной возможностью является выбор инструмента из базы данных. Для этого нужно просто нажать Find и выбрать подходящий инструмент из тех, что представлены в базе; многие поля при этом заполняется автоматически. Далее рассмотрим непосредственно программирование обработки на примере разных циклов.

Рис. 6. Выбор резца
Обработка торца
Сначала мы запрограммируем обработку торца детали. Для этого выберем цикл под названием Straight Turning (рис. 7).

Рис. 7. Параметры обработки Straight Turning
В соответствующих полях окна укажем подачу (Feedrate), скорость (Speed), шаг обработки (Cut Increment), тип связи (Link Type) и направление обработки (Cut Direction). Поставим галочку в поле Digitise Start, что позволит нам при указании траектории задать вручную точку начала обработки. Результат отображен на рис. 8.

Рис. 8. Траектория инструмента при обработке методом Straight Turning
В качестве завершающего штриха включим коррекцию Pathcomp, учитывающую форму режущей кромки инструмента (рис. 9).
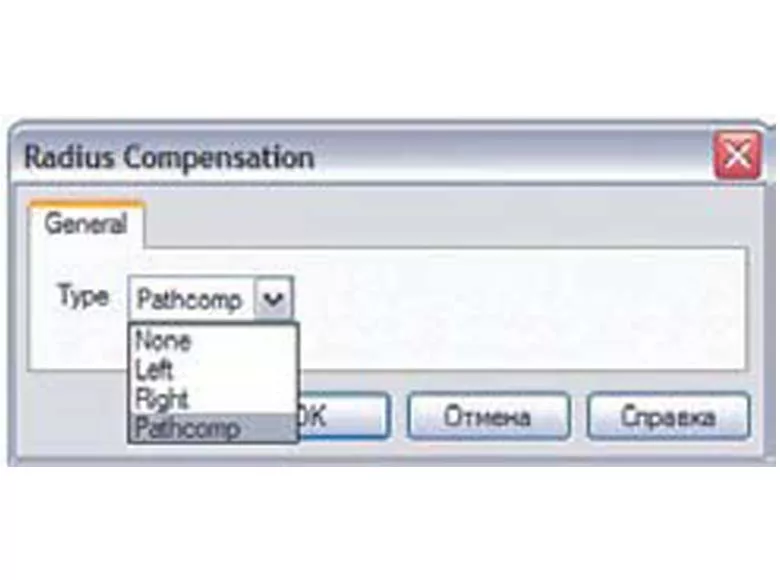
Рис. 9. Выбор метода коррекции
Обработка Rough Turning
Теперь приступим к обработке самой детали. Для этого выберем цикл грубой обработки – Rough Turning (рис. 10). В соответствующих полях окна укажем подачу (Feedrate), скорость (Speed), шаг обработки (Cut Increment), припуск по оси X (X Offset) и по оси Z (Z Offset), в какой точке закончить обработку (Finish At) и тип связи (Link Type). Поставим галочку в поле Select by Region, что позволит нам при указании траектории задать вручную направление обработки и выбрать способ обработки (Cut Direction).
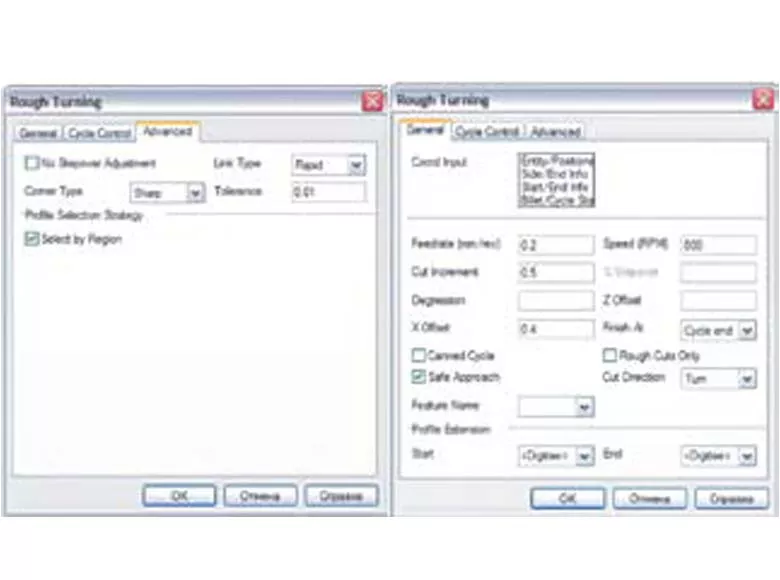
Рис. 10. Параметры обработки Rough Turning
При необходимости можно указать величины, на которые будет удлинен контур в начале (Start) и конце (End). Доработка остатка материала (Rough Cuts Only) доступна только для определенных постпроцессоров (в стандартный состав пакета они не входят). Если обработку детали необходимо вести групповым циклом, то в поле Canned Cycle следует поставить галочку. В результате мы получим траекторию, представленную на рис. 11.

Рис. 11. Траектория инструмента при обработке методом Rough Turning
Чистовая обработка
Перед тем, как заняться чистовой обработкой, мы запрограммируем смену инструмента – Toolchange (рис. 12). Осуществим данную операцию автоматически (на усмотрение EdgeCAM. Второй инструмент, как и все последующие, задаётся аналогично первому. Для чистовой обработки (Finish Turning) контура укажем следующие параметры: подачу (Feedrate), скорость (Speed), точность (Tolerance), припуск по оси X (X Offset) и по оси Z (Z Offset), если они нужны. Поставим галочку напротив Select by Region и Digitise Start; это позволит при указании траектории задать вручную направление и начальную точку обработки.
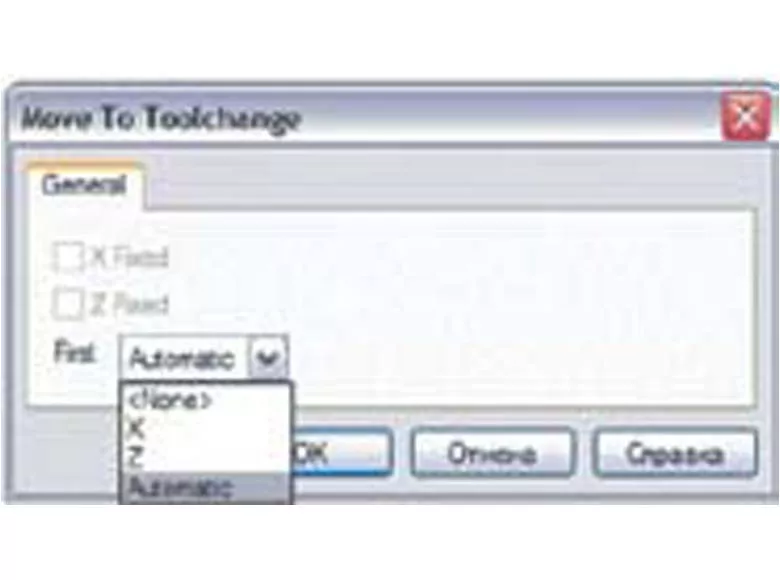
Рис. 12. Смена инструмента
При необходимости можно указать величины, на которые будет удлинен контур в начале (Start) и конце (End). Если постпроцессор поддерживает обработку детали групповым циклом, то в поле Canned Cycle надо поставить галочку. В итоге получается траектория, представленная на рис. 13.

Рис. 13. Траектория инструмента при обработке Finish Turning
Нарезание резьбы
Далее мы опять укажем новый инструмент (не забыв сменить старый) и организуем цикл нарезания резьбы – Threading. В отличие от ситуации с резцом для токарной обработки (Turning Tool), для Threading Toolнеобходимо указать угол заточки режущей кромки (Included Angle), высоту режущей части (Reach) и радиус на торце инструмента (Nose Radius). Кроме того, как и обычно, инструмент можно выбрать из БД.
При программировании нарезания резьбы основными параметрами являются: шаг резьбы (Pitch), скорость (Speed), глубина резьбы (Total Depth) и шаг обработки (Cut Increment), которые указываются в соответствующих полях (рис. 14).

Рис. 14. Параметры цикла нарезания резьбы
Кроме того, можно задать, в каком формате выводить код для программы (Cycle), в какой точке закончить обработку (Finish At), удлинить ли контур в начале (Lead In) и в конце (Lead Out); если необходимо получить многозаходную резьбу, то во вкладке Startsследует указать количество ниток (Number). Результат наших усилий представлен на рис. 15.

Рис. 15. Траектория инструмента при нарезании резьбы
Отделение детали от заготовки
Нам осталось выполнить последнюю операцию – отрезать деталь от заготовки. Выберем инструмент, предназначенный для этого – Grooving Tool(рис. 16). Основными параметрами для отрезного инструмента являются: ширина режущей части (Width), её высота (Reach) и радиус на торце инструмента (Nose Radius).
Процесс отрезки детали мы реализуем в два этапа: подготовка к отрезке и отрезка.

Рис. 16. Выбор отрезного инструмента
Для подготовки воспользуемся циклом Rough Groove(рис. 17). Основными параметрами здесь являются:
подача (Feedrate), скорость (Speed), тип цикла (Cycle Type), а также припуск по оси X(X Offset) и по оси Z(Z Offset), если они нужны. Поставим галочку в поле Select by Region, что позволит нам при указании траектории задать вручную начальную точку обработки.
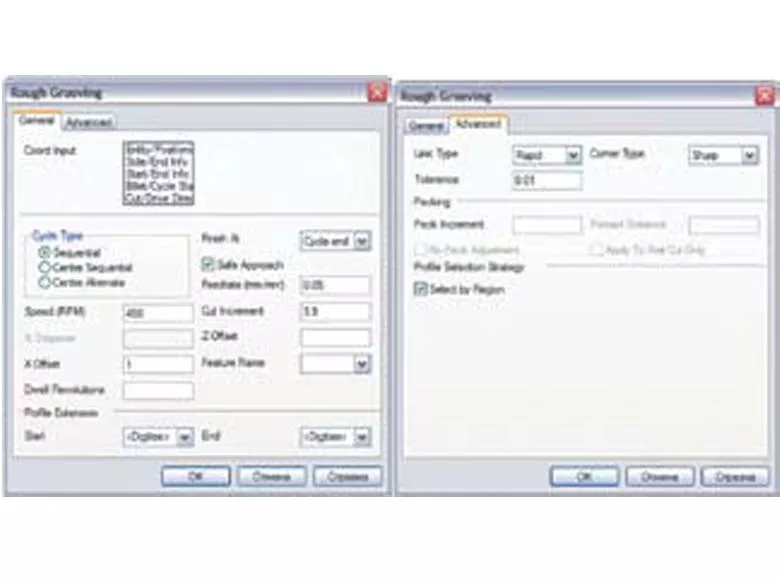
Рис. 17. Параметры цикла Rough Groove
Траектория инструмента при данном типе обработки представлена на рис. 18. Непосредственно отрезку детали выполним с помощью цикла Finish Groove (рис. 19).

Рис. 18. Траектория инструмента при Rough Groove
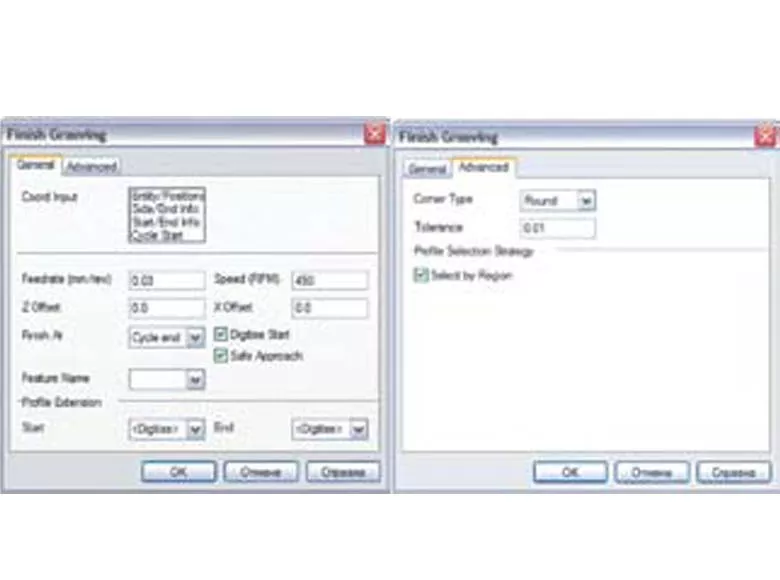
Рис. 19. Параметры цикла Finish Groove
Для этого укажем следующие параметры: подачу (Feedrate), скорость (Speed), точность (Tolerance), а также припуск по оси X(X Offset) и по оси Z (Z Offset), если они необходимы. Поставим галочки напротив SelectbyRegionи DigitiseStart, чтобы при указании траектории была возможность вручную задать направление и начальную точку обработки. Кроме того, можно указать величины, на которые следует удлинить контур в начале (Start) и конце (End). В итоге мы получим траекторию, представленную на рис. 20.

Рис. 20. Траектория инструмента при Finish Groove
Симуляция
Проверим правильность запрограммированных действий с помощью симуляции процесса обработки детали.
Как нетрудно убедиться (рис. 21), полученный результат соответствует ожиданиям. То, как будет выглядеть дерево операций, после того, как мы задали все циклы и операции, иллюстрирует рис. 22.

Рис. 21. Результат моделирования всех циклов обработки
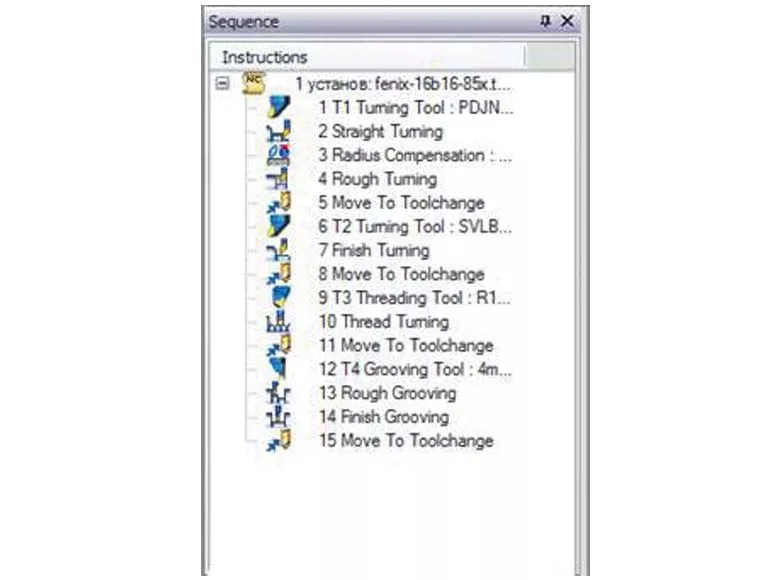
Рис. 22. Окно Sequence с древовидной структурой отображения технологии обработки
Создание УП
Последним шагом является создание управляющей программы для оборудования с ЧПУ. Для этого необходимо нажать на пиктограмму Generate Codeна панели Main. Теперь всё готово!
Итак, мы рассмотрели процесс формирования обработки для модели “Палец”, показав на практическом примере возможности 12-й версии системы EdgeCAM. Наращивание скорости работ и повышение качества служат залогом успеха, и добиться этого – реально. Оцените преимущества работы с EdgeCAM 12! Уже сегодня демо-версия системы доступна каждому.
По материалам CAD/CAM/CAE Observer #4 (40) / 2008
- Комментарии




